Kunststofftechnik und Werkzeugbau
1140 Wien, Ameisgasse 28
Tel.: +43 1 894 60 18
Fax: +43 1 894 03 33
office@rohrmoser-wien.at

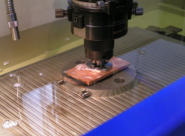
Erodieren
Das
Funkenerodieren
(kurz
EDM
von
engl.
electrical
discharge
machining),
ist
ein
thermisches,
abtragendes
Fertigungsverfahren
für
leitfähige
Materialien,
das
auf
elektrischen
Entladevorgängen
(Funken)
zwischen
einer
Elektrode
(Werkzeug)
und
einem
leitenden
Werkstück
beruht.
Die
Bearbeitung
findet
in
einem
nichtleitenden
Medium
statt,
dem
sog.
Dielektrikum.
Entweder
in
einem
Becken,
das
mit
dem
Medium
gefüllt
ist
oder
es
wird
mittels
Schläuchen
der
zu
erodierende
Bereich
mit
dem
Medium
gut
umspült.
Das
Elektrodenwerkzeug
wird
dabei
auf
einen
so
schmalen
Spalt
(0,04-0,5mm)
an
das
Werkstück
herangeführt,
bis
ein
Funken
überschlägt,
welcher
das
Material
punktförmig
aufschmilzt
und
verdampft.
Je
nach
Intensität,
Frequenz,
Dauer,
Länge,
Spaltbreite
und
Polung
der
Entladungen
entstehen
die
unterschiedlichen
Abtragsergebnisse.
Selbst
komplizierte
geometrische
Formen
sind
herstellbar.
Das
Elektrodenmaterial
wählt
man
nach
dem
zu
bearbeitenden
Werkstoff
aus.
Kupfer,
Graphit,
Kupferlegierungen (meist Wolfram) und Hartmetall sind die gängisten Eletkrodenmaterialien.
Man
unterscheidet
zwischen
dem
funkenerosiven
Bohren
(Bohrerodieren
oder
auch
Startlochbohren),
dem
funkenerosiven
Schneiden
(Drahterodieren),
bei
dem
ein
Draht
die
Elektrode
bildet,
und
dem
funkenerosiven
Senken
(Senkerodieren),
bei
dem
die
Elektrode
als
negative
Form
mit
Hilfe
einer
Funkenerodiermaschine in das Werkstück gedrückt wird. (Quelle: Wapedia.mobil)
Das
Drahterodieren
(auch
Drahterosion)
ist
ein
formgebendes
Fertigungsverfahren
(Schneidverfahren),
welches
nach
dem
Prinzip
des
Funkenerodierens
arbeitet.
Als
Bearbeitungselektrode
dient
ein
dünner,
ständig
durchlaufender
Draht.
Der
0,02
bis
0,33mm
dicke
Messing-
oder
Wolframdraht
ist
im
oberen
Teil
der
Erodiermaschine
auf
einer
Spule
aufgewickelt
und
wird
von
dort
über
mehrere
Umlenkrollen
zur
oberen Drahtführung (Diamantführung) geführt.
Durch
zwei
gegenüber
liegende
Antriebsrollen,
welche
am
hinteren
Teil
der
Maschine
angebracht
sind,
wird
der
Draht
mit
einer
definierten
Drahtspannung
im
Bereich
von
5
bis
25
Newton
durch
das
Werkstück,
die
untere
Drahtführung
(ebenfalls
Diamant)
und
eine
Umlenkrolle
gezogen
und
danach
entsorgt.
Die
Drahtführungen
ober-
und
unterhalb
des
Werkstücks
führen
und
stützen
den
Draht,
unterdrücken
Schwingungen
und
garantieren
einen
geraden
Schnitt.
Die
Werkstücke
werden
in
flüssigem
Dielektrikum
geschnitten.
Dieses
besteht
meist
aus
deionisiertem
Wasser.
Durch
permanente
Spülung
entsorgt
das
Dielektrikum
den
anfallenden
Erodierabfall
aus
dem
Schnittspalt.
(Quelle:
Wapedia.mobil)